BOWLER PLASTICS

GRIPPERS AND LID CLOSING SYSTEM FOR BOWLER PLASTICS IN SOUTH AFRICA
The Company, founded in 1972, started the production of plastic parts with an Arburg machine. Today, Bowler Metcalf, a group with approximately 800 employees, produces more than 500 million parts a year in four individual facilities, where injection moulding, silk screen printing, digital printing or tube extrusion are performed for more than 200 customers. One of the group’s main product areas is the Bowler Injection Moulding Division, which manufactures 320 million moulded plastic parts on 54 injection-moulding machines.
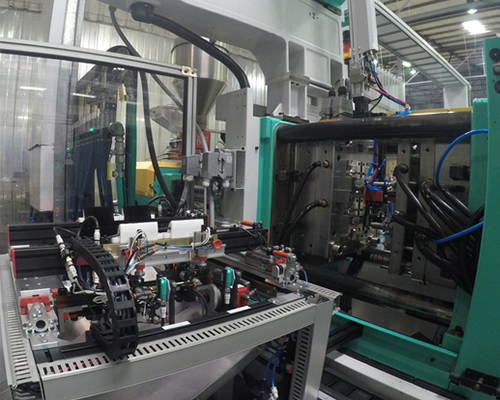
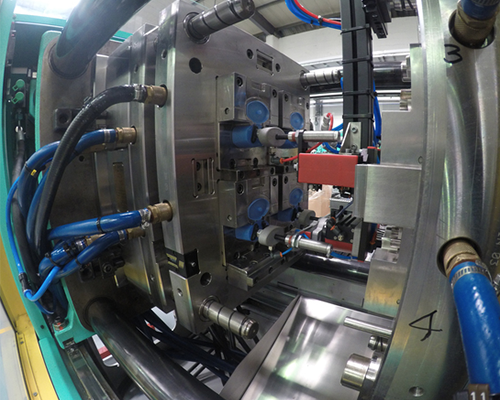
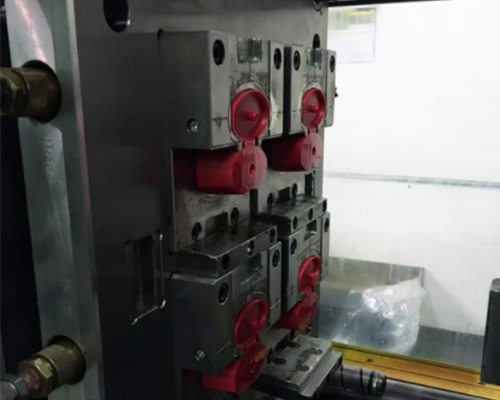
Up to recently, an operator would close the caps (fliptops) ejected by the injection moulding machine by hand. Four caps come out of the machine at the same time with a cycle time of 13 seconds. Six different cap variants are possible. This approach was economical until labour costs saw a recent increase and production processes became longer. So Bowler decided to automate this process. At the same time, the quality risk from human error is eliminated. The challenge was to maintain the machine operator’s flexibility, improve quality and lower costs. With the automation solution from Gimatic, they should be able to use their existing 3D negative mouldings. In addition, the process should be simple and reliable. The sealing process can now be automated with relatively little loss in cycle time, which is usually about one second. That’s a small price compared to the big benefit each cap delivers. At the same time, thermal stability is improved and scrap is reduced. Now, the machine is much more efficient than an employee, considering that it can work 24 hours a day, 7 days a week. Based on labour cost savings, Bowler estimates that the investment will pay for itself in about seven to twelve months – without taking into account the savings resulting from fewer rejects and greater customer satisfaction. So far they have had little experience with these lid closing systems. In addition, the challenge for Gimatic in this application was that Bowler wanted to handle six different types of caps. Each of the different caps must be removed from the injection moulding machine as soon as they are produced so that their hinges do not break during cooling and the plastic does not shrink. Otherwise, the caps do not keep a tight seal in the application later. The removal unit is equipped with four vacuum grippers adapted to the shape of the lid. It removes the identically aligned plastic lids from the injection moulding machine and places them on four corresponding 3D negative mouldings in the lid closing system, which consists of two synchronously running linear axes, each closing two lids. For structural reasons, the linear axes were built mirror-inverted. Therefore, the removal unit must rotate the two lower components during the removal process in order to keep them in the correct position. The linear axis then moves over the removed lids. To avoid damaging the lids, they are first folded 90 degrees by a so-called flock, before they are firmly pressed by a pneumatic cylinder. As the removal gripper extends again to pick up the next components, the closed lids are successively rotated by 180 degrees and ejected by air blast into a container. Adapted to three lids, two different lid-closing machines with three grippers each were developed. The two systems were built almost exclusively with Gimatic components. Thus, the removal gripper components such as vacuum cups, spring suspensions and the quick-change system were attached to the internal profile rail system. The lid closure system is based on a steel frame, bolted to strong adjustable feet on the floor. The compressed air connection comes from the injection moulding machine or the robot handling system. For this purpose, a special interface in the form of a valve island was created. The control is also taken over by the injection moulding machine. For the linear axes, two Type LP07 linear units with two guide carriages are used, driven by a pneumatic cylinder. Small OFC cylinders fix the lids on a 3D printed negative mould. The cylinders are equipped with a high-strength thermal rubber with high friction properties, so that components do not slip or become damaged during the closing process. An OFL cylinder presses the lids shut from above. The pressure can be adjusted depending on the component. RT 25 rotary units finally eject the lids. These rotary units have an integrated air duct and are about 20 percent smaller and cost about 30 percent less than comparable products on the market with the same power. The entire system is controlled, evaluated and monitored by magnetic sensors that communicate with the injection moulding machine. The managers of both companies are very satisfied with the cooperation so far: The Gimatic team, on the other hand, was promptly supported by Bowler during the design phase with all necessary information, data and samples. Commissioning went smoothly. The team in Hechingen was prepared to travel to South Africa but that was not necessary in the end. The plant was manufactured and assembled in Hechingen. William Johnstone, from the Hestico Company, as representative for Arburg in South Africa, Colin Jacobs, machine set-up specialist at Bowler and Wayne Knutsen carried out the factory machine acceptance test, before delivery to Africa.